

Stampo a parete sottile a 4 cavità con materiale inossidabile
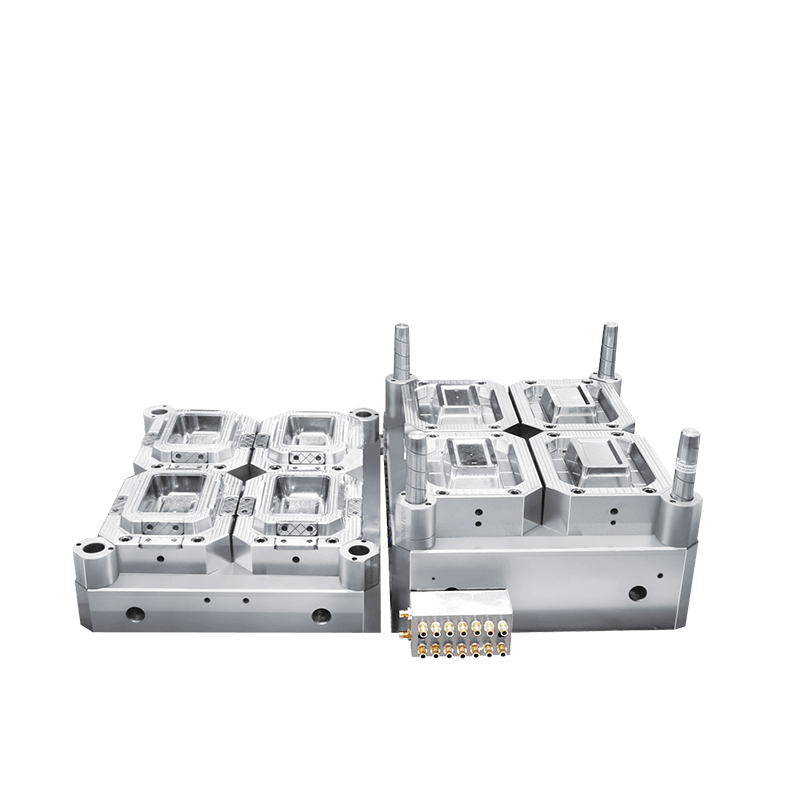
Richiesta di superficie: Lucidatura elevata
Nucleo e cavità: 2083/2344
Base dello stampo: 2085
Sistema a canale: canale caldo MASTER
tipo di otturatore dello stampo: otturatore a valvola
Dettagli del pacchetto: custodia in legno
Luogo di origine: Taizhou, Cina
Prestiamo grande attenzione alla qualità dello stampo:
1. Ogni cavità centrale ha una funzione autobloccante per garantire che il prodotto non sia eccentrico.
2. L'ugello della valvola a spillo è più avanzato nella tecnologia e i principali vantaggi sono i seguenti:
(1) Sul prodotto non è rimasto alcun residuo di cancello e la traccia al cancello è liscia;
(2) È possibile utilizzare il cancello con un diametro maggiore, che può accelerare il riempimento della cavità, ridurre ulteriormente la pressione di iniezione e ridurre la deformazione del prodotto.
(3) Può prevenire il fenomeno della trazione del filo e della salivazione quando lo stampo viene aperto;
(4) Quando la vite della pressa ad iniezione si ritira, può impedire efficacemente che il materiale venga risucchiato dalla cavità dello stampo;
(5) Può cooperare con il controllo di sequenza per ridurre le linee di saldatura del Prodotto.
FAQ:
Come facciamo per la manutenzione degli stampi durante la produzione?
(1): le parti corrispondenti dello stampo vengono regolarmente oliate durante la produzione.Ad esempio: l'anello di pressatura e il raccordo della filiera di trafilatura;la parte del bordo della filiera di rifilatura;la parte del blocco coltelli di flangiatura, ecc.
(2): pulire regolarmente il canale di scarto del piccolo foro dello stampo di punzonatura di rifilatura.